與傳統加工方法相比, 數控加工對刀具的要求, 尤其在剛性和耐用度方面更為嚴格。應根據機床的加工能力、工件材料的性能、加工工序、切削用量以及其他相關因素正確選用刀具及刀柄。刀具選擇總的原則是:既要求精度高、強度大、剛性好、耐用度高,又要求尺寸穩定,安裝調整方便。
根據零件材料的切削性能選擇刀具 .如車或銑高強度鋼、鈦合金、不銹鋼零
件,建議選擇耐磨性較好的可轉位硬質合金刀具 。
根據零件的加工階段選擇刀具 。即粗加工階段以去除余量為主 ,應選擇剛性較好、精度較低的刀具 ,半精加工、精加工階段以保證零件的加工精度和產品質量為主,應選擇耐用度高、精度較高的刀具 ,粗加工階段所用刀具的精度最低、而精加工階段所用刀具的精度最高 .如果粗、精加工選擇相同的刀具 ,建議粗加工時選用精加工淘汰下來的刀具 ,因為精加工淘汰的刀具磨損情況大多為刃部輕微磨損 ,涂層磨損修光 ,繼續使用會影響精加工的加工質量 ,但對粗加工的影響較小 。
根據加工區域的特點選擇刀具和幾何參數 .在零件結構允許的情況下應選用大
直徑、長徑比值小的刀具;切削薄壁、超薄壁零件的過中。
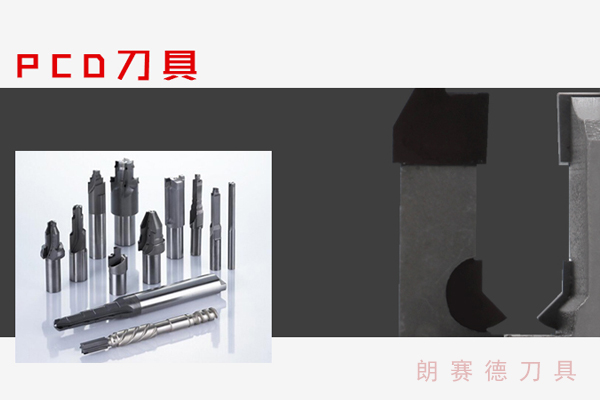
數控刀具是機械制造中用于切削加工的工具, 又稱切削工具。廣義的切削工具既包括刀具,還包括磨具;同時“數控刀具”除切削用的刀片外,還包括刀桿和刀柄等附件!

數控刀具分類
根據刀具結構可分為:
整體式:刀具為一體,由一個坯料制造而成,不分體;
焊接式式:采用焊接方法連接,分刀頭和刀桿;
機夾式:機夾式又可分為不轉位和可轉位兩種;通常數控刀具采用機夾式!
特殊型式:如復合式刀具,減震式刀具等。
根據制造刀具所用的材料可分為:
高速鋼刀具;
硬質合金刀具;
金剛石刀具;
其他材料刀具,如立方氮化硼刀具,陶瓷刀具等。
從切削工藝上可分為
車削刀具,分外圓、內孔、螺紋、切斷、切槽刀具等多種;
鉆削刀具,包括鉆頭、鉸刀、絲錐等;
鏜削刀具;
銑削刀具等。
數控刀具如何選擇
在選擇數控機床加工的刀具時,應考慮以下幾方面的問題:
1、數控刀具的類型、規格和精度等級應能夠滿足 cnc 車床加工要求。
2、精度高。為適應數控車床加工的高精度和自動換刀等要求,刀具必須具有較高的精度。
3、可靠性高。要保證數控加工中不會發生刀具意外損傷及潛在缺陷而影響到加工的順利進行,要求刀具及與之組合的附件必須具有很好的可靠性及較強的適應性。
4、耐用度高。數控車床加工的刀具,不論在粗加工或精加工中,都應具有比普通機床加工所用刀具更高的耐用度,以盡量減少更換或修磨刀具及對刀的次數,從而提高數控機床的加工效率和保證加工質量。
5、斷屑及排屑性能好。cnc 車床加工中,斷屑和排屑不像普通機床加工那樣能及時由人工處理, 切屑易纏繞在刀具和工件上, 會損壞刀具和劃傷工件已加工表面,甚至會發生傷人和設備事故, 影響加工質量和機床的安全運行, 所以要求刀具具有較好的斷屑和排屑性能。
目前所使用的金屬切削刀具材料主要有五類:高速鋼、硬質合金、陶瓷、立方氮化硼、聚晶金剛石。
根據所加工材料如何正確挑選數控刀具?

1.根據數控加工對刀具的要求, 選擇刀具材料的一般原則是盡可能選用硬質合金
刀具。只要加工情況允許選用硬質合金刀具,就不用高速鋼刀具。
2.陶瓷刀具不僅用于加工各種鑄鐵和不同鋼料, 也適用于加工有色金屬和非金屬材料。使用陶瓷刀片,無論什么情況都要用負前角,為了不易崩刀,必要時可將刃口倒鈍。陶瓷刀具在下列情況下使用效果欠佳; 短零件的加工; 沖擊大的斷續切削和重切削;鈹、鎂、鋁和鈦等的單質材料及其合金的加工(易產生親和力,導致切削刃剝落和崩刀)。
3.金剛石和立方氮化硼都屬于超硬刀具材料, 它們可用于加工任何硬度的工件材料,具有很高的切削性能,加工精度高,表面粗糙值小。一般可用切削液。
聚晶金剛石刀片一般引用于加工有色金屬和非金屬材料。
立方氮化硼刀片一般適用加工硬度大于 450HBS 的冷硬鑄鐵、合金結構鋼、工具鋼、高速鋼、軸承鋼,以及硬度不小于 350HBS 的鎳基合金、鈷基合金和高鈷粉末冶金零件。
4.從刀具的結構應用方面, 數控加工應盡可能采用鑲塊式機夾可轉位刀片以減少刀具磨損后的更換和預調時間。
5.選用涂層刀具以提高耐磨性和耐用度。
東莞市朗賽德刀具廠專業生產銷售金剛石PCD、鉆石MCD、鎢鋼刀具及刀盤刀柄
東莞市朗賽德刀具廠我們注重良好的客戶體驗,因此我們為客戶提供了一個良好的溝通方式。您只需要將需求以電子郵件方式發送給我們,我們將在24小時內給您回復。如果您想即刻與我們聯系,請隨時致電我們的客戶支持熱線。
電 話:0769-85846888
傳 真:0769-85846777
聯系人:顧生
手 機:13922502700
騰訊QQ:364679787 2355867710
E-mail:lsd@lsddj.com
網 址:m.cdshuxiu.cn
 中文
中文  English
English

